



शान्तुई कोमात्सु क्याटको लागि फोर्जिङ खण्ड



फोर्जिङ प्रक्रियामा सुधार
दुई वा तीन दाँतबाट पाँच दाँतमा परिवर्तन गर्नाले दाँतको ब्लक खुकुलो हुने घटना कम हुन्छ। पोजिसनिङ सर्कललाई पोजिसनिङ ब्लकमा परिवर्तन गर्नाले मेसिनिङ त्रुटिहरू र पोजिसनिङ सर्कल र स्थापना सतह बीचको हस्तक्षेपलाई ताप उपचार विकृतिको कारणले कम गर्छ।
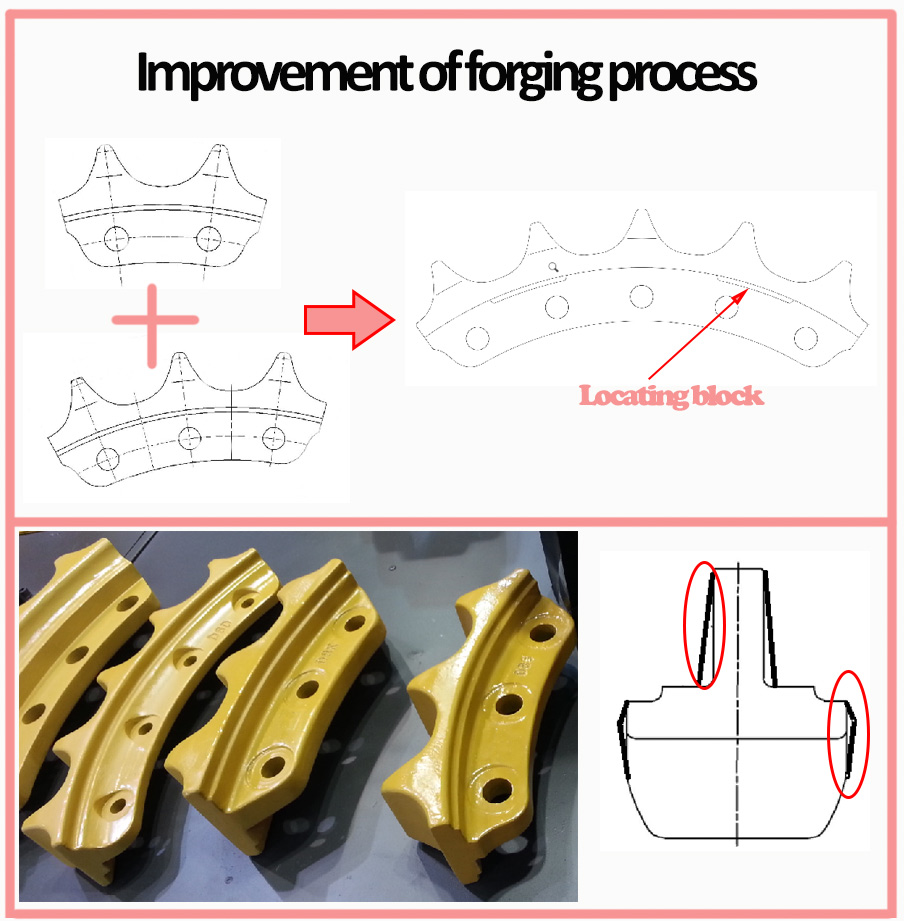
फोर्जिङ प्रक्रियाको कारणले गर्दा, साइड र फ्ल्यान्ज सतहहरूखण्ड ठाडो फोर्जिङ प्रक्रियामा निश्चित ड्राफ्ट कोण कायम राख्नु आवश्यक छ, र जाली अर्ध-समाप्त उत्पादनको मेसिन गरिएको सतह प्रशोधन गर्नुपर्छ।
हामीले आपूर्ति गर्न सक्ने मोडेल
| खण्ड | ||||||||
| मोडेल | OEM | पिच | दाँत | होल्स | प्वाल (मिमी) | तौल | ब्रान्ड | अन्य OEM (BERCO) |
| DH08 को परिचय | १११एच-१८-००००१ को कीवर्डहरू | १५४ | 3 | 3 | १७.५ | ४.१ | शान्टुइ | |
| १११एच-१८-००००२ को कीवर्डहरू | 4 | 4 | १७.५ | ५.५ | शान्टुइ | |||
| SD13 का थप वस्तुहरू | १०Y-१८-०००४३ को कीवर्डहरू | १९० | 5 | 5 | १९.३ | १०.७५ | शान्टुइ | |
| DH36 को परिचय | ११७५-१८-००००९ को कीवर्डहरू | २२८.६ | 6 | 6 | २६.५ | शान्टुइ | ||
| ११७५-१८-०००३५ को कीवर्डहरू | 5 | 5 | २६.५ | |||||
| SD16, D65, D60, D85ESS-2 | १६Y-१८-०००१४H को कीवर्डहरू | २०३.२ | 3 | 3 | २३.५ | ८.५ | shantui/komatsu | १४X-२७-१५११२/१,१४१-२७-३२४१०,१४४-२७-५११५०,६१५-४१४९,KM२१११,KM१६२ |
| (१६ वाई-१८-०००४९) | ||||||||
| SD22, D85 | १५४-२७-१२२७३ए को परिचय | २१६ | 5 | 5 | २३.५ | 15 | shantui/komatsu | १५५-२७-००१५१,६१५-४१५०, KM२२४ |
| SD32, D155 | १७५-२७-२२३२५ए को परिचय | २२८.६ | 3 | 3 | २६.५ | 12 | shantui/komatsu | 175-27-22325/4 17A-27-11630,KM193,17A-27-41630 |
| SD52, D375 | १८५-१८-००००१ को सम्बन्धित उत्पादनहरू | २८० | 5 | 5 | २८.५ | 33 | shantui/komatsu | १९५-२७-३३११०/१, केएम१२८५ |
| SD90, D475 | ११८९-१८-०००१/ | ३१७.५ | 5 | 5 | ३१.५ | 43 | shantui/komatsu | |
| १९८-२७-४२२६० को सम्बन्धित उत्पादनहरू | ||||||||
| D५०, D४१, D५८, D५३ | १३१-२७-६१७१० को सम्बन्धित उत्पादनहरू | १७५ | 3 | 3 | १९.५ | 6 | कोमात्सु | 131-27-61710, 131-27-42220, KM788 |
| D5B | 5S0836 को परिचय | १७५ | 3 | 3 | 18 | 5 | बिरालो | ६Y५२४४, CR४४०८.७P२६३६ |
| D6D/C/G | 6T4179/6T4179/6P9102 को परिचय | २०२.८ | 5 | 4 | १७.८/२०.८ | ११.५७ | बिरालो | ६Y५०१२,५S००५०,७P२७०६,CR३३३०,CR३३२९,८P५८३७,८E४३६५/CR५४७६,११७-१६१६ |
| D6H/R को बारेमा | ६Y२९३१/१०२६६७७ को परिचय | २०२.८ | 5 | 5 | १७.८ | ११.५ | बिरालो | ७G७२१२,८E९०४१,७T१६९७,CR५५१५,१७३-०९४६ |
| D7G/E/F को लागि सिफारिस गरिएको। | ८E४६७५/८E४६७५/८E४६७५ को परिचय | २१६ | 5 | 4 | २०.८ | १४.७ | बिरालो | ५S0052,३P१०३९,८P८१७४,CR३१४८ |
| D8N/R.D7H/R | ७T९७७३/६Y२३५४, | २१५.९ | 5 | 7 | २०.८ | १६.४ | बिरालो | ६Y3928, CR5050,9W0074 को परिचय |
| 6Y2354/7T9773 को परिचय | ||||||||
| D8N/R.D7H/R | ३१४-५४६२ को सम्बन्धित उत्पादनहरू | २१५.९ | 5 | 5 | २०.८ | १६.४ | बिरालो | CR7160 को परिचय |
| D8K.D8H को बारेमा | ६T६७८२/६T६७८२ को परिचय | २२८.६ | 3 | 3 | २४.५ | 12 | बिरालो | २P९५१०,५S००५४,CR३१४४ को परिचय |
| D6N.D6M को परिचय | ६आई८०७७/६आई८०७७ को परिचय | १९० | 5 | 5 | १८.५ | 9 | बिरालो | ६I8077/8, CR5875 को परिचय |
| D9N ले | 7T1247 को परिचय | २४० | 5 | 6 | २४.६ | २३.९८ | बिरालो | CR4686 को परिचय |
| डी१०एन | ६T9537 को परिचय | २६०.३५ | 5 | 6 | २७.६१ | २६.७ | बिरालो | CR5047 को परिचय |
| ८३२ | ६३२-७७९३ को सम्बन्धित उत्पादनहरू | २२८.६ | 3 | 5 | २६.५ | ११.६३ | बिरालो | |
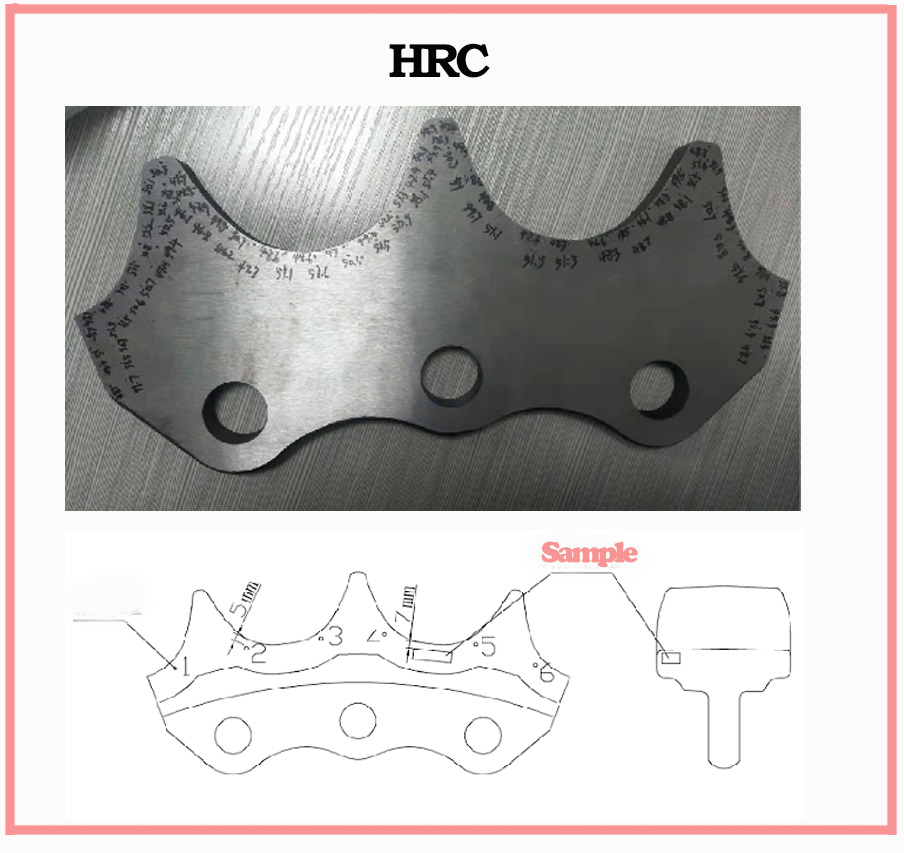
मानव संसाधन आयोग
फोर्जिङ प्रक्रियाको कारणले गर्दा, ठाडो फोर्जिङ प्रक्रियामा खण्डको छेउ र फ्ल्यान्ज सतहहरूले निश्चित ड्राफ्ट कोण कायम राख्नु पर्छ, र नक्कली अर्ध-समाप्त उत्पादनको मेसिन गरिएको सतह प्रशोधन गर्नुपर्छ।
प्याकिङ








